エレコートは、スプレー塗装・静電塗装・粉体塗装と比較して、塗装作業性や塗膜のエッジカバー性、膜厚の均一性、平滑性など理想的とも言える電着塗装法を用いた表面処理技術です。
電着塗装法の特徴
| 項目 / 塗料法 | 電着 | 静電 | スプレー | 粉体 |
|---|---|---|---|---|
| 火災発生危険度 | ◎ | × | × | × |
| 季節の塗料状態変動 | 無 | 有 | 有 | 無 |
| 複雑形状品塗料性 | ◎ | △ | × | △ |
| エッジカバーリング性 | ○ | × | × | △ |
| 塗膜厚均一性 | ◎ | ○ | ○ | × |
| 平滑性 | ◎ | ○ | ○ | △ |
| 総合塗料コスト | ○ | ○~× | ○~× | ○~× |
01
高耐蝕性と高耐候性
高耐蝕性のアクリル樹脂を主成分とした塗料を用い、高架橋硬化法と特異な塗装プロセスにより、高耐蝕性、高耐候性皮膜が得られます。
02
豊かなカラーバリエーション
塗膜が透明で変色が少なく、顔料の分散性と均一電着性が良好で、素材の金属光沢を活かしたカラー化が可能です。
03
幅広い素材への適応性
一般金属はもちろん、各種めっき、導電性蒸着膜上への電着塗料が可能です。
04
浴安定性良好
浴安定性に優れ、浴管理が容易です。
05
複合表面処理が可能
エレコートと他の表面処理との組み合わせにより、多色電着塗料が可能です。
06
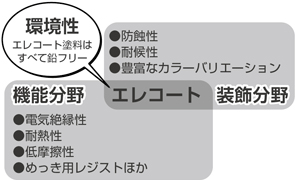
機能分野への展開が可能です
低摩擦性、非粘着性に優れたフッ素系電着プロセス。
耐熱電気絶縁に優れたポリイミド系電着プロセス。
部分めっきやエッチングのマスキングには、ネガ型フォトレジスト電着プロセス。
07
鉛フリーです
エレコート電着塗料はすべて鉛フリーです。
エレコートの発展性
エレコートプロセスは、複雑な形状品にも均一な塗膜厚を実現し、環境面でも
優れたコーティング方法として装飾分野から機能分野まで、その応用性を広げています。
エレコートの塗装機構
エレコートには、被塗物を陽極とするアニオン型電着塗装法と被塗物を陰極とするカチオン型電着塗装法があり、素材の種類や塗装の目的等によって、どちらのタイプを使用するか選択いたします。
アニオン型電着
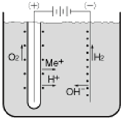
| 塗料状態エマルジョン(水分散) |
|---|
| 〜〜〜COO–(アクリル樹脂) + BH+(塩基) |
| 電極反応 |
|
陽極(被塗物) a) b) 陰極(対極) 2H2O + 2e- → 2OH-+ H2↑ |
カチオン型電着
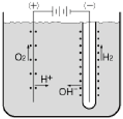
| 塗料状態エマルジョン(水分散) |
|---|
| 〜〜〜NH+(アミノアクリル樹脂) + A–(酸) |
| 電極反応 |
|
陽極(対極) a) 陰極(被塗物) b) |
エレコートの適用性
エレコートは素材の種類やめっきの種類によって、使用できる塗料タイプを選定します。
◎…最適 ○…良好 ×…適応不可
| 被塗物の種類 / 塗料のタイプ | 熱硬化型 | UV硬化型 *1 | |||
|---|---|---|---|---|---|
| アニオン電着塗料 | カチオン電着塗料 | アニオン電着塗料 | カチオン電着塗料 | ||
| 金属 | ステンレス | ◎ | ◎ | ◎ | ◎ |
| アルミ | ◎ | ◎ | ◎ | ◎ | |
| チタン *1 | × | ◎ | × | ◎ | |
| 銅、真鍮 *2 | × | ◎ | × | ◎ | |
| マグネシウム | ◎ | ○ | ◎ | ○ | |
| 白金 | ◎ | ◎ | ◎ | ◎ | |
| 亜鉛ダイカスト | ○ | ○ | ○ | ○ | |
| アルミダイカスト | ○ | ○ | ○ | ○ | |
| めっき | 金 | ◎ | ◎ | ◎ | ◎ |
| 銀 *2 | × | ◎ | × | ◎ | |
| ニッケル | ◎ | ◎ | ◎ | ◎ | |
| 銅、真鍮 *2 | × | ◎ | × | ◎ | |
| クロム | ○ | ◎ | ○ | ◎ | |
| スズ-ニッケル-銅 (ノーブロイSNC) |
◎ | ◎ | ◎ | ◎ | |
| スズ-コバルト (アクアロイSC、ブラックビューティー) |
◎ | ◎ | ◎ | ◎ | |
| スズ-ニッケル | ◎ | ◎ | ◎ | ◎ | |
| スズ-銅(FC-X) | ○ | ◎ | ○ | ◎ | |
| 陽極酸化 | アルマイト | ◎ | × | ◎ | × |
| プラめっき | ABS上プラめっき | × | × | ◎ | ◎ |
| その他 | 導電性蒸着膜 | ◎ | ◎ | ◎ | ◎ |
*1 チタン材およびUV硬化型については、カラーバリエーションが設定されます。
*2
銀、銅および銅合金の素材もしくはめっき品はアニオンタイプを用いると金属の溶出がおこる場合があります。